|
|
|
| 燈桿製程 | 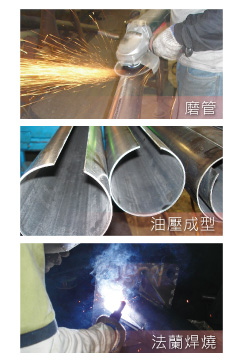 |
|
| 燈桿材質:採用JIS-SS400(ASTM-A36)結構用鋼板及JIS-SMA 41 耐候性熔接結構用鋼板兩種。 |
||
| 製程:鋼板經裁切成單一梯形片,經油壓機壓製程圓錐狀,斜率1.2%,縱向一處以連續電弧法焊接,且燈桿縱向一道單縫無水平橫向接頭。經熱浸鍍鋅後,再做懸臂彎曲加工完成。 | ||
| 防蝕處理:所有燈桿及配件均採用熱浸式鍍鋅(HOT-DIP-GALA NIZING)處理。使鋼材與鋅形成一體,達到防鏽的效果。其含鋅量依照台灣電力公司鍍鋅(E-001)標準厚度在5m/m以上。每平方公尺鍍鋅含量610公克,5m/m以下鍍鋅含量為457公克以上。合乎標準的防鏽蝕期間在一般天候下,可達20~25年以上,與傳統油漆方式防鏽處理相較,不但提升壽命,更無需經常維修。 |
||
| 處理過程 |
 |
|
 |
COPYRIGHT © 2014 TONWEI All Right Reserved. Design by FOCUS-Design 電話:03-328-9288 / 傳真:03-327-7014 / 地址:桃園縣龜山鄉頂湖二街71號(林口工四工業區) |